Foglio della sezione convezione
Ottieni l'ultimo prezzo| Tipo di pagamento: | L/C,T/T |
| Incoterm: | FOB,CFR,CIF |
| Trasporti: | Ocean,Land,Air |

| Tipo di pagamento: | L/C,T/T |
| Incoterm: | FOB,CFR,CIF |
| Trasporti: | Ocean,Land,Air |
| Unità vendibili | : | Piece/Pieces |
The file is encrypted. Please fill in the following information to continue accessing it
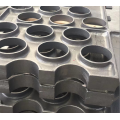
Foglio della sezione convezione
Il foglio della tubo della sezione di convezione viene realizzato mediante fusione, la dimensione massima è di lunghezza di 4 metri e larghezza di 4 metri con uno spessore minimo di 25 mm.
Il foglio della tubo della sezione di convezione è un componente critico in varie applicazioni industriali, in particolare per le sezioni di convezione del riscaldatore a fuoco e gli scambiatori di calore. La sua funzione primaria è quella di tenere in posizione i tubi, facilitando il trasferimento efficiente del calore tra i fluidi. Questo articolo approfondisce l'importanza, le considerazioni di progettazione e le pratiche di manutenzione associate ai fogli della tuba nella sezione di convezione degli scambiatori di riscaldamento e calore.
La temperatura di progettazione per la tela e le guide esposte al gas di combustione devono essere basate sul funzionamento di progettazione del forno come segue:
a) Per le sezioni radianti e shock e all'esterno della refrattaria, la temperatura del gas di combustione a cui i supporti sono esposti più 100 ° C (180 ° F); La temperatura minima di progettazione deve essere di 870 ° C (1600 ° F);
b) per la sezione di convezione, la temperatura del gas di combustione a contatto con il foglio del tubo più 55 ° C (100 ° F);
c) il gradiente di temperatura massimo di fumi-gas attraverso un singolo foglio di tubo intermedio di convezione deve essere di 222 ° C (400 ° F);
d) Laddove i getti di supporto a tubo radiante siano schermati dietro una fila di tubi, è possibile utilizzare la temperatura della dimora del ponte.
Nessun credito deve essere assunto per l'effetto di schermatura dei rivestimenti refrattari su supporti o guide intermedi.
10.1.2 GUIDE, SCHEDA INTERMEDETTA INTERMEDETTA CONSEZIONE ORIZZONTI E SUPPORTO TOP per tubi radianti verticali
deve essere progettato per consentire la loro sostituzione senza rimozione del tubo e con una riparazione refrattaria minima.
10.1.3 La lunghezza non supportata dei tubi orizzontali non deve superare 35 volte il diametro esterno o 6 m (20 piedi), a seconda di quale sia inferiore.
10.1.4 L'indennità di corrosione minima di ciascun lato per tutte le superfici esposte di ciascun foglio e guida
Il contatto con gas di combustione deve essere di 1,3 mm (0,05 pollici) per materiali austenitici e 2 . 5 mm (0. 10 pollici) per materiali ferritici.
10.1.5 Di seguito si applicano ai fogli per tubi finali per i tubi con intestazioni esterne.
⎯ Le fogli di tubi devono essere una piastra strutturale. Se la temperatura di progettazione del foglio del tubo supera i 425 ° C (800 ° F), è necessario utilizzare materiali in lega.
⎯ Lo spessore minimo dei fogli del tubo deve essere di 12 mm (0. 5 pollici).
⎯ I fogli del tubo devono essere isolati sul lato del gas di cannone con un castabile con uno spessore minimo di 75 mm (3 pollici) per la sezione di convezione e 125 mm (5 pollici) per la sezione radiante. (Gli ancore devono essere fatti in acciaio inossidabile austenitico o in lega di nichel
⎯ Le maniche con un diametro interno di almeno 12 mm (0. 5 pollici) maggiori del tubo o della superficie estesa del diametro esterno devono essere saldate sul foglio del tubo ad ogni foro del tubo, per evitare che la refrattaria venga danneggiata dai tubi. Il materiale della manica deve essere acciaio inossidabile austenitico.
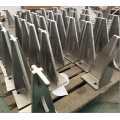
10.1.6 Di seguito si applicano al supporto di tubi di superficie estesa.
⎯ i supporti intermedi devono essere progettati per prevenire danni meccanici alla superficie estesa e devono
consentire una facile rimozione e inserimento dei tubi senza rilegatura.
⎯ Per i tubi con borchie, un minimo di tre file di borchie devono poggiarsi su ciascun supporto.
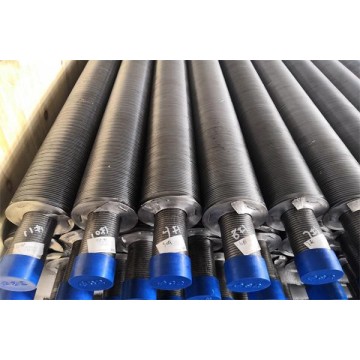
⎯ Per i tubi a pinne, almeno cinque pinne devono riposare su ciascun supporto.
La continua ricerca dell'efficienza e dell'affidabilità guida i progressi nella progettazione del foglio della metropolitana e nella scienza dei materiali. Le innovazioni nelle tecniche di fabbricazione, come la perforazione laser e la saldatura automatizzata, contribuiscono a una maggiore precisione e legami più forti. Inoltre, lo sviluppo di nuovi materiali con potenziata conducibilità termica e proprietà di resistenza alla corrosione promette di migliorare ulteriormente le prestazioni e la durata dei fogli di metropolitana in contesti industriali ad alta richiesta.















Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.